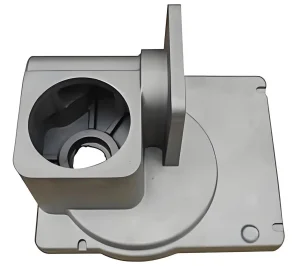
Explore our premium selection of structural, custom-engineered components leveraging high-pressure casting and post-processing technologies.







Bridging the gap between raw near-net-shape castings and high-performance industrial assemblies through precision post-casting manufacturing.
Understanding the parameters, materials, and engineering considerations of modern manufacturing.
Including milling, drilling, boring, and thread tapping. This stage handles tight tolerances (±0.005mm) for bearing seats, mating surfaces, and high-strength threads, eliminating draft angles inherent to cast tools.
Anodizing (Type II & III), powder coating, plating (zinc, nickel, chrome), and chromate passivation. These operations prevent oxidation, increase wear resistance, and provide high-quality cosmetic finishes.
Employing T4, T5, and T6 heat treatment tempers. Thermal processing relieves internal residual stress caused by high-pressure solidification and optimizes physical properties like yield strength and elongation.
| Alloy Family | Material Designations | Optimal Secondary Operations | Typical Applications | Corrosion Protection Requirement |
|---|---|---|---|---|
| Aluminum Alloys | A380, A360, ADC12, AlSi9Cu3 | CNC Milling, Thread Tapping, T6 Heat Treatment, Hard Anodizing, Powder Coating | Automotive housings, LED heat sinks, electrical housings, engine brackets | Moderate to High (Requires chromate conversion or anodizing) |
| Zinc Alloys (Zamak) | Zamak 3, Zamak 5, Zamak 7, ZA-8, ZA-27 | High-speed tapping, chrome electroplating, e-coating, satin nickel plating | Precision gears, structural connectors, consumer electronics, lock hardware | High (Plating or e-coating recommended for outdoor environments) |
| Magnesium Alloys | AZ91D, AM60B | Precision machining, specialized conversion coating, light powder coat | Laptops, automotive steering wheels, aerospace brackets, power tools | Very High (Requires specific passivation and topcoat sealing) |
| Carbon Steel / Iron | Grade 60-40-18, WCB, LCC | Boring, face-turning, induction hardening, black oxide, hot-dip galvanizing | Heavy duty industrial bearing housings, hydraulic manifolds, mining machinery | Extremely High (Requires zinc plating or specialized painting) |
How Chinese factories integrate with global distribution supply chains to deliver efficiency at scale.
Lightweight structural components, EV battery trays, and motor enclosures that require tight machining tolerances, leak testing, and anti-corrosive powder coatings.
Heavy-duty bearing housings, gear covers, and hydraulic cylinders that require deep boring, carbon steel hardening, and wear-resistant coatings.
Aluminium shielding enclosures, outdoor 5G base station heat sinks, and plug housings requiring high thermal conductivity and weatherproofing.
Introducing an industry-leading provider of high-pressure metal casting and post-processing services.










Ensuring global standards for material purity, traceability, and environmental stewardship.
Evaluating the transition to automation and sustainable surface finishing technologies.
Multi-axis robotic arms equipped with force-feedback sensors carry out grinding, deburring, and polishing. This automation ensures consistent surface quality across large production volumes.
Transitioning to trivalent chromium passivation chemistries and closed-loop water recovery systems. These processes reduce environmental impact while maintaining high corrosion resistance.
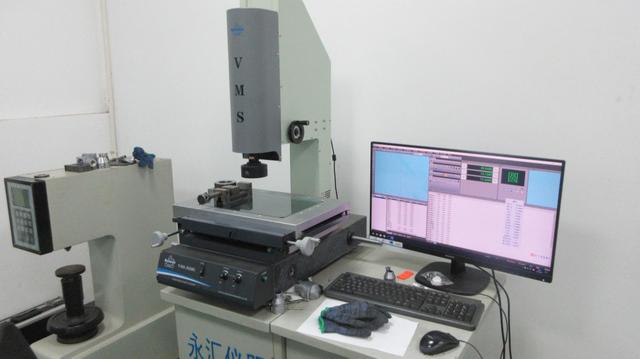
Deploying blue-light 3D scanning and vision-guided systems directly within CNC stations. This setup enables real-time tool compensation and immediate part verification.
Addressing key technical and procurement concerns for international buyers.
For aluminum and zinc castings, our multi-axis CNC centers achieve tolerances as tight as ±0.005 mm for boring and cylindrical turning operations, and ±0.01 mm for pocket milling and spacing. Critical features are measured using Coordinate Measuring Machines (CMM) to verify dimensions against 3D CAD files.
T4 involves solution heat treatment and natural aging to improve ductility. T5 is simple precipitation aging after casting, which increases hardness and dimensional stability. T6 combines solution heat treatment with artificial aging, maximizing tensile strength and hardness, making it ideal for highly stressed structural parts.
Type II is standard sulfuric acid anodizing, which yields oxide layers from 5 to 20 microns thick. It provides good corrosion resistance and accepts decorative dyes. Type III (hard anodizing) creates a layer between 25 and 75 microns thick, offering superior wear resistance and surface hardness (up to 600-700 HV), typically in natural dark gray or black.
Machining can expose sub-surface porosity. We address this using simulated mold-flow analysis to optimize gates and runners, vacuum-assisted die casting to remove air from cavities, and squeeze pins in high-mass regions. Parts undergo X-ray testing and pressure testing (bubble or air-decay methods) to ensure integrity.
Zinc alloys respond well to electroplating processes like copper-nickel-chrome plating. This treatment provides a mirror-like finish and excellent wear resistance. Alternatively, electrocoat (E-coating) or powder coatings offer uniform coverage over complex shapes with high corrosion resistance.
We perform chemical analysis on every incoming ingot batch using optical emission spectrometers. We maintain complete material batch records throughout casting, heat treatment, machining, and final delivery, providing chemical and physical test reports to customers upon request.
A selection of industrial-grade enclosures, automotive components, and structural housings.







