Explore our leading selection of engineered automotive assemblies, structural components, and custom injection tooling designs optimized for high-durability performance.


Why post-casting processing determines the mechanical reliability, electrical performance, and longevity of structural alloys.
High-pressure die casting (HPDC) and investment sand castings are highly efficient processes for generating complex near-net-shape components. However, raw cast parts inherently possess metallurgical characteristics such as surface micro-porosity, parting-line flash, oxide skin variations, and micro-roughness. Without advanced casting finishing services, these raw structures cannot meet the stringent demands of industries like aerospace, electric vehicles (EV), and high-reliability industrial automation.
Finishing services modify the mechanical, chemical, and aesthetic properties of casting alloys (primarily Al, Zn, Mg, and Cu). By introducing controlled mechanical treatments and chemical conversion layers, manufacturers can optimize components for specific working environments—whether that involves high corrosion exposure in offshore wind systems or continuous thermal cycling in automotive power inverters.
Through chemical conversion (chromate & non-chromate), anodizing, and electrophoretic painting (E-coat), components achieve over 1000 hours of neutral salt spray testing (ASTM B117) without white rust formation.
Integrating 5-axis CNC vertical and horizontal milling centers directly after die casting ensures tight tolerances on bore diameters, flatness, and parallelism, ensuring high-yield assembly lines.
In-house tooling design combined with automated robotic deburring and shot blasting reduces raw-casting defects and streamlines sub-assembly work, driving down Total Cost of Ownership (TCO).
An engineering blueprint of chemical, mechanical, and thermal post-processing methods deployed to cast components.
Mechanical treatments physically modify the surface profile to eliminate stress concentrators, burrs, and casting flash. Methods include:
Chemical modifications build barrier layers to prevent oxidation and optimize surface conductivity. Methods include:
These coatings involve applying high-performance polymers to protect underlying metals from chemical attacks and extreme weather. Methods include:
A professional die casting manufacturer and surface finishing specialist serving global Tier-1 clients.
Ningbo Singer Cast Co., Ltd. is a professional die casting manufacturer specializing in aluminum, zinc, and precision metal components for a wide range of industrial applications. With years of experience in the metal manufacturing industry, the company has built a strong reputation for delivering high-quality, cost-effective solutions to global customers.
Singer Cast provides a comprehensive range of services, including high-pressure die casting, mold design and development, CNC machining, surface finishing, and assembly. Its products are widely used in industries such as automotive, electronics, lighting, machinery, and consumer goods, meeting diverse requirements for durability, precision, and performance.
Equipped with advanced production facilities and supported by a skilled engineering team, Ningbo Singer Cast focuses on continuous innovation and process optimization. The company ensures strict quality control at every stage of production, from raw material selection to final inspection, complying with international standards and customer specifications.
Dedicated to customer satisfaction, Singer Cast offers flexible OEM/ODM services and efficient project management to support customized manufacturing needs. With a strong global supply capability, the company is committed to delivering reliable, high-precision die casting components that help clients enhance product competitiveness and achieve long-term success.










Why Ningbo's industrial cluster represents the peak global combination of tooling design, metallurgical control, and value-add logistics.
China’s East Coast—specifically Ningbo, Zhejiang—is recognized as the global epicenter for die casting and post-casting finishing. Sourcing here means access to an integrated ecosystem. Raw alloy formulation, tooling design, casting injection, heat treatment, precise CNC machining, chemical surface treatment, and final packaging all happen within a 50-kilometer radius. This geographic concentration minimizes logistical delays, reduces transport-related part damage, and significantly accelerates time-to-market.
Chinese factories are heavily investing in Industry 4.0 automation. Our facilities utilize robotic deburring stations, fully automated sandblasting chambers, and continuous-loop powder coating lines integrated with optical CCD sortation. These investments remove human variability from the surface finishing stage, leading to uniform paint thicknesses, stable mechanical properties, and predictable assembly behaviors in high-volume production.
To serve the international market, Chinese casting finishing suppliers adhere to demanding quality systems. Standard operations comply with IATF 16949 (for automotive), ISO 9001 (quality management), and ISO 14001 (environmental management). Chemical processes conform to REACH and RoHS directives, utilizing eco-friendly trivalent chromium passivations and chrome-free pretreatments to ensure seamless custom clearance in the European Union and North American markets.
Aligning advanced metal modifications with the specific engineering challenges of leading global sectors.
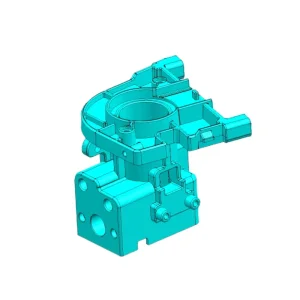
As electric vehicles move toward lightweighting, casting thin-walled aluminum housings (battery packs, inverter cases, drive unit covers) becomes essential. These parts require strict flatness tolerances for liquid-coolant sealing and specific chemical conversion layers for EMI/RFI shielding. Our finishing services encompass precision CNC face-milling, automated gasket groove cutting, and Alodine conversion coatings to ensure high electrical conductivity and excellent environmental sealing.
Outdoor electronic enclosures, 5G base station heat sinks, and high-mast LED luminaire assemblies suffer intense exposure to solar UV, humidity, and atmospheric pollutants. Surface finishing must offer superior thermal emissivity and extreme corrosion protection. We apply multi-layer electrophoretic primers (E-Coat) topped with super-durable, UV-resistant polyester powder coatings to ensure a service life exceeding 15 years in coastal environments.
Expert technical answers regarding materials, processing limitations, quality assurance, and international logistics.
Explore our technical portfolio of motorcycle components, high-grade machined brass control valves, and IATF 16949 compliant structural housings.